
在所進行的陶粒砂回轉窯生產中,其內部拖輪在應用一定周期后也是會出現一定的損壞的,因此我們需要對其進行相應的修復處理,具體的工藝實施如下:
 1、選用氧氣切割。沿著拖輪的滾動表面以及端面對有缺陷的部分進行切除。
1、選用氧氣切割。沿著拖輪的滾動表面以及端面對有缺陷的部分進行切除。
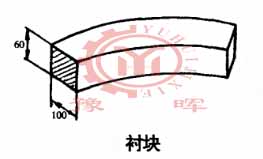
2、為了減少實際陶粒砂回轉窯焊接時焊著金屬量、焊接材料消耗以及施焊時間可以安裝如圖所示襯塊。
3、沿陶粒砂回轉窯中已經過缺陷處理的半徑方向進行襯塊的裝配,且安裝時應該低于拖輪滾動表面的母體金屬25-30毫米處,同時采取定位焊并焊接到拖輪體上。
4、沿著滾動表面以及端面對襯塊、拖輪采取倒棱修坡口。
5、用直徑22/24毫米鉆頭進行鉆孔,并促使深度達120毫米,間距為400毫米。
6、在以上操作形成的鉆孔中裝入銷釘,并將其與襯塊體焊在一塊。
7、沿著滾動表面以及端面利用140-160A直流電、負電進行襯塊焊接。此時陶粒砂回轉窯中實施焊接所用電焊條其直徑為4毫米。
在此過程中,襯塊的熟料以及厚度決定于實際陶粒砂回轉窯生產中托輪體內缺陷的程度,在情況比較嚴重時,可以通過重疊裝置2-3個襯塊來進行填補,而此時的重疊填補焊接工藝則與陶粒砂回轉窯一個襯塊的焊接基本相同。
文章來自http://m.ncsyl.com/,轉載注明出處